






Tornalama Nedir?
Tornalamanın tanımı kısaca iki hareketin birleşim işlemidir. Ayrıntılı olarak tanımı ise iş bölümünün dönmesiyle takımın ilerleme hareketleriyle malzemelerin üstünden talaş kaldırma işlemlerine denilmektedir. Bütün olan takımın ilerleyiş hareketi iş parçasının ekseninde olup, bu da parça çapının daha küçük boyuttaki bir ölçüye getirileceği anlamına gelmektedir.
Günümüzde sıklıkla kullanılan tornalama çeşitleri;
-Boyuna tornalama
-Alın tornalama
-Profil Dış çap tornalamadır.
Dış Çap Tornalama nedir?
Tornalama çeşitlerinden birisi olan dış çap tornalamada, iş parçasında işlenen bölge dış çaptır. Dış çap tornalama yukarıda da bahsettiğimiz gibi günümüzde sıklıkla tercih edilen ve kullanılan tornalama çeşitlerinden birisidir. Bu tornalama çeşidini diğer çeşitlerden ayıran en büyük özellik ise işlem güvenliğinin, talaş kontrolünün ve parça kalitesi talep talaş kaldırma erinin yüksek olmasıdır. Dış çap tornalamanın temel uygulanma alanları sırasıyla; boyuna tornalama, profil tornalama ve alına tornalamadır.
Boyuna Tornalama nedir?
Boyuna tornalamada takımın ilerleyiş hareketi, iş parçasındaki eksen boyunca devam eder, bu durum da parçanın çap boyutunun olduğundan daha da küçültülebileceği anlamına gelmektedir. Bu tornalama işlemi en yaygın kullanılanıdır.
Boyuna tornalama işlemi için seçilebilecek olan takımda önerilen nokta öncelikle tutucu üstündeki kesici olan uç kısmın bağlama sisteminin seçilmesidir. Bu seçimi belirleyen faktörler ise belli ölçüde iş parçasının boyutu ve işlem tipidir.
Kesici Olan Uç Şekli
Mukavemet ve uygun bir maliyet için kesici uç köşe açısı en büyük olan kesici uç kullanılmalıdır.
Giriş Açısı
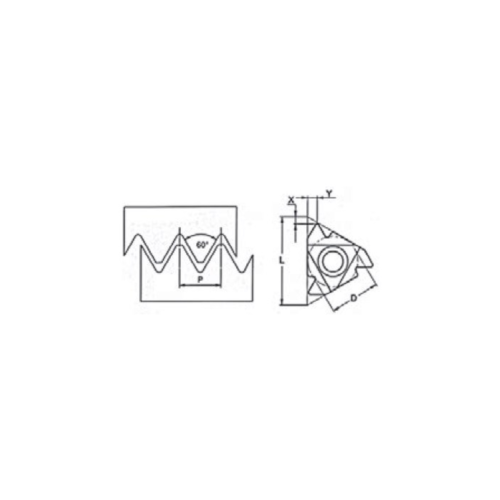
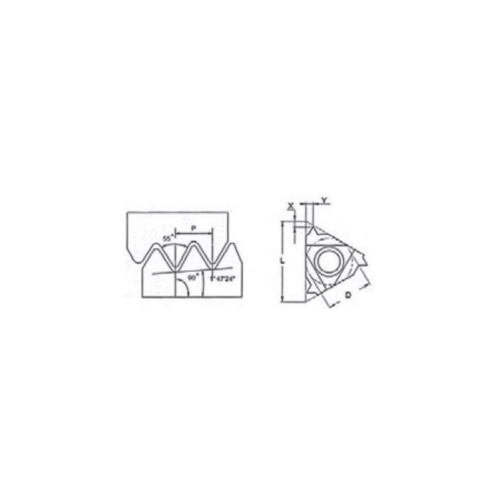
Takım giriş açısı tüm tornalama çeşitlerinde talaş oluşumunu etkiler. 90º’lik giriş açısında (boşluk açısı 0°) talaş kalınlığı ilerleme oranı fn ile aynı olmaktadır. 75° ile 45°’lik küçük açı (15° ile 45° boşluk açısı) talaş kalınlığını küçülterek ilerlemeyi de arttırır.
Takım Tutucu
Parça üstünde işlenecek bir kenarı bulunuyorsa, 91° ile 95° giriş açısına bulunan bir takım kullanılmalıdır. İlk tercihiniz C tipi (80°’lik) kesici uç olmalıdır.
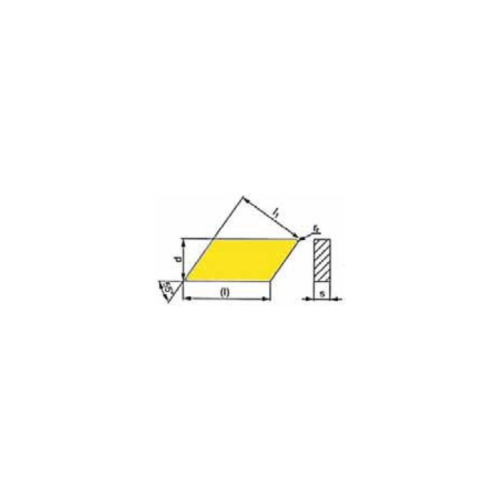
A D tipi (55°’lik) kesici uç, profil işleme ya da alttan kesimlere olanak sağlar.
İşlem gerçekleşecek bir kenarı bulunmuyorsa da bir kare kesici uç ve 75°’lik giriş açısı (15°’lik boşluk açısı) seçilerek verimlilik gücü daha da artırılabilir.
Profil Tornalama
Sıklıkla kullanılan diğer bir tornalama çeşidi olan profil tornalamada kesme derinliği, hıza göre kesimi ve ilerlemesinde değişim görülebilmektedir.
Profil tornalama işleminde kullanılmakta olan takım parçalar, değişik işleme yönleri ve çap değişiklikleri nedeniyle kesme derinlikleri ve gerilmeleri farklı olmaktadır. Profil işlemede kullanılan takımın en önemli özelliklerinden birisi de erişilebilir olmasıdır.
Kesici Uç Şekli
Mukavemet ve uygun bir maliyet için kesici uç köşe açısı en büyük olan kesici uç kullanılmalıdır. Fakat erişilebilirlik kısmı ile ilgili olarak da kesici uç köşe açısı olmasına özen gösterilmelidir. Fazlasıyla kullanılan köşe açıları ise 35º ve 55º’dir.
Giriş Açısı
Profil tornalamaya en uygun olacak olan giriş açısı iş parçası ile analiz edilmelidir. İş parçası ve kesici uç arasında en az 2°’lik serbest kesme açısı eşit miktarda olacak şekilde korunmalıdır. Fakat takım ömrü ve yüzey kalitesi nedeniyle minimum 7°’lik giriş açısı (83°’lik boşluk açısı) olması tavsiye edilmektedir.
Takım Tutucu
Takım tutucuda öncelikli olarak İlk tercih 93°’lik giriş açısına (-3° boşluk açısı) ve D tipi (55°) kesici ucu bulunan bir takım olmalıdır. Daha büyük boyutta rampalama açısı gerekiyor ise de, bir V tipi (35°’lik) kesici uç kullanılmalıdır.
Alın Tornalama nedir?
Günümüzde fazlasıyla kullanılan bir diğer tornalama çeşidi de alın tornalamadır. Alın tornalamanın takımı, iş parçasının son kısmında merkeze doğru olacak şekilde radyal olarak ilerletilmektedir.
Kesici Uç Şekli
Alın tornalamada kesici ucun şekli gerekli görülen giriş açısına ve iş parçasının erişilebilirlik, çok yönlü hususlarına dikkat edilerek seçilmelidir. Mukavemet ve uygun bir maliyet için kesici uç bölümünde en büyük olan köşe açısının kullanılması önerilmektedir.
Giriş Açısı
75°’lik giriş açısı (15°’lik boşluk açısı)
Giriş açısının küçük hale getirilmesi yani boşluk açısının yükseltilme işlemi belli başlı bazı radyal kuvvetleri eksenel yönde olacak şekilde aynaya yönlendirerek iyi stabilite ve titreşim azalması sağlayabilir.
Takım Tutucu
Kaliteli bir optimizasyonun olabilmesi için kare kesici uçlu ve 75° giriş açılı tutucular kullanılmalıdır.
Çeşitliliğin fazlalaşması için de eşkenar dörtgen 80°’lik ya da üçgen uç ve 95°’lik giriş açıya sahip olan tutucular kullanılmalıdır.
CNC Torna Tezgahı Nedir? Sağladığı Yararlar ve Kısımları Nelerdir?
CNC kelimesi İngilizce bir teknolojinin kısaltılmış halidir. CNC kelimesinin İngilizce açılımı ise Computer Numeric Control’dur. Kullanım amacı sayısal veri ve komutlarla bir nevi bilgisayar desteğiyle takım tezgahlarının kontrol edilmesidir.
CNC torna tezgahları, diğer bir torna tezgahı olan üniversal torna tezgâhlardan farklı olup bilgisayarlı kontrol ünitesine gönderilen NC programlarıyla kendi etrafındaki eksenlerini hareket ettiren bilyalı vida ve servo motor sayesinde iş parçalarını istenilen ölçü, ilerleme ve devir ile kısa sürede hızlı bir biçimde üretimi gerçekleştiren tezgahlardır.
Yukarıda da bahsettiğimiz gibi CNC tornaların kontrol ünitesi bilgisayarlıdır. Böylelikle bu üniteler sayesinde kesicilerle ilgili bazı teknik ve ofset bilgileri kalıcı olacak şekilde CNC torna tezgahlarının hafızasında saklayabilir. Ayrıca imalatın her basamağında da programa müdahale edilir ve programda istenilen değişiklikler uygulanabilir.