
Karbür Parmak Freze ile Frezeleme İşlemleri
Bu Yazıyı Dinleyebilirsiniz.
Karbür Parmak Freze ile Frezeleme İşlemleri
Karbür parmak freze kullanarak yapılan frezeleme işlemi süresince iş parçası dönme hareketi doğrultusunda kesici takıma doğru ilerleyebilir ve bu kesimin başlangıç ve bitiş karakteristiğini etkiler.
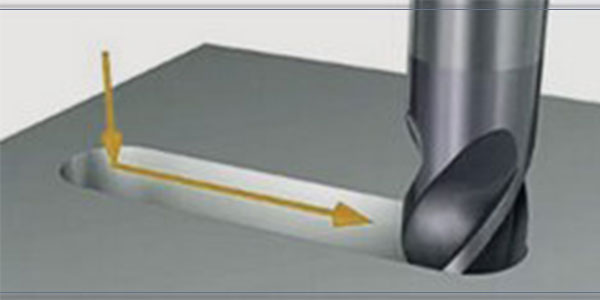
Karbür parmak frezeler ve kullanım yönleri
İş parçasının besleme yönü ile karbür parmak frezenin dönüş yönü kesim bölgesinde aynı istikamette olduğunda frezeleme tamamlanır (eşit frezeleme olarak da bilinir). Talaş kalınlığı çevresel frezeleme yapıldığı sırada işlemin başlangıcından sonuna kadar, kesme işlemi sıfır noktasına ulaşırken, kademeli olarak azalacaktır. Freze aksi yönde sürdüğünde (ters frezeleme olarak da bilinir) iş parçasının hareket yönü kesme alanının frezelenmesi ile döndürülür ve yön tam tersi olur. Talaş kalınlığı başlangıçtan sıfır noktasına doğru, kesme işlemiyle birlikte kademe kademe artar.

Alüminyum İçin Parmak Freze
Ters frezeleme boyunca karbür parmak frezeler, dolayısıyla karbür parmak freze bıçakları sıfır talaş kalınlığından başlayarak keser. Bunun sonucunda yüksek bir kesim gücü ile karbür parmak freze ve iş parçası birbirinden uzaklaşarak hareket sağlanır. Kesim sırasında karbür parmak frezenin bıçağı zorlandığında, genellikle bu zorlanmaya makine tezgahında işlenerek sertleşmiş yüzey ile temas neden olur, Sertleşmiş yüzeyin kesici bıçakları zorlaması nedeniyle oluşan friksiyonel ve yüksek ısı koşulları sürtünme ve parlamaya yol açar. Kesim gücü ayrıca iş parçasının tabladan hareket etmesine sebep olabilir.
Karbür parmak frezenin avantajları
Semente karbür parmak frezeler, frezeleme yaparken kesime en yüksek talaş kalınlığı ile başlar. Bu durum ısı artışını azaltabilir ve sertleşmiş materyalin işlenmesinde meydana gelen parlama etkisini de en düşük seviyeye indirir. Maksimum talaş kalınlığı uygulaması çok avantajlıdır ve kesme gücünü iş parçasına yöneltmeyi kolaylaştırır. Ayrıca iş parçası üzerinde çalışan karbür parmak frezeye kesme imkanı tanır.
Karbür parmak frezelerde, frezeleme süresince bazen talaşların kesici kenarlara dolması ya da yapışması ve talaşların sonraki bıçağın başladığı kenarda toplanmaya başladığı görülebilir. Tersine frezeleme durumunda, tıkalı kalmış ya da bıçak ile iş parçası arasında sıkışıp kalmış talaş parçalarından kurtulmak daha kolaydır. Eğer sıkışan talaşlar atılamazsa bıçakların kırılmasına neden olabilir. Ayrıca frezeleme sırasında aynı talaş ikiye bölünürse, kesici kenara zarar vermeyecektir.
Parmak Freze İle Frezeleme ve Kanal Açma İşlemi
Makinenin gereksinimleri ya da takım tutucu ve iş parçası ne olursa olsun, frezeleme tercih edilen yöntemdir. İlerleme (hareket, feed) iş parçasına uygulandığında aynı zamanda bıçağı ilerletmek de kolaylaşır. Bu frezeleme işleminde süreç özel gereklilikleri de gündeme taşır. Bu durumda salgı oluşmasını engelleyecek şekilde ilerleme yönüne doğru iş parçasını tezgaha sabitlemek gerekir. Eğer takım iş parçasına doğru itilirse besleme düzensiz şekilde artacaktır. Bu durum talaş kalınlığının haddinden fazla olmasıyla sonuçlanacaktır. Bu tür uygulamalarda ters frezeleme tercih edilmelidir. Buna ek olarak eğer işleme oranları büyük oranlarda değişiklik gösteriyorsa, devamında ters frezelemeye geçmeyi tercih etmek daha uygundur. İş parçası düzgün şekilde sabitlemek için uygun bir takım tutucu gerekecektir ve iş için gereken takım ölçüleri doğru belirlenmelidir. Fakat titreşim eğilimi için kesim gücünün doğrultusunu dikkate almak daha önemlidir.
İlgili Yazılar

Torna Tezgahları Hakkında Sıkça Sorulan Sorular
1- Torna Tezgahları ile Sıklıkla Kullanılan Kesici Takım Çeşitleri

Biçim Verme (Ovalama) Kılavuzları ve Normal Kılavuzların Kıyaslaması
İç diş oluştururken iki temel seçeneğiniz vardır: şekillendirme (biçim

Kesici Takımlarda Ağız Sayısı Neden Önemlidir?
Talaşlı imalat dünyasında, mükemmel parmak freze takımı, başarılı bir